
УЙУЪ»ШЮDёGКЗйLЖЪЯ\РРУЪёЯңШПВөДЈ¬НПЭҶөДЛ®ЖҪО»ЦГЈ¬РұВК¶ј•ю°lЙъЧғ»ҜЈ¬Ң§ЦВ»ШЮDёGөДЦРЭSҫҖ°lЙъЧғРОЎЈЯ@ҳУҫНРиТӘҢўёчҷnөДГҝТ»ӮҖНПЭҶ¶јХ{ХыЦБәПЯmөДО»ЦГЈ¬ІЕДЬүтұЈЧCНІуwЭSҫҖІ»ЧғРОЎЈФЪ»ШЮDёGЯ\ЮDТ»¶О•rйgЦ®әуЈ¬ёчҷnЭҶҺ§әННПЭҶөДЦұҸҪТІ•ю°lЙъІ»Н¬іМ¶ИөДЧғ»ҜЎЈЯMРРНПЭҶөДХ{Хы•rЈ¬Я@Р©ТтЛШ¶јКЗТӘҝј‘]өҪөДЎЈ»ШЮDёGөДЯ\ЮDР§ВКҪөөНЈ¬ёчн—јјРgҪӣқъЦёҳЛ¶ј•юКЬөҪУ°н‘Ј¬НщіЈөДРЮСa·Ҫ·ЁКЗҢўХы№қНІуwёь“QЈ¬УЙУЪЙъ®aәНЩYҪрөИөИ·ҪұгФӯТтЈ¬Я\УГҙуГж·eІ»йg”аөДНЪСaҒнҢҰҙЛ№қНІуwНкіЙРЮХы№ӨЧчЈ¬Я\ЮDөҪ¬FФЪЈ¬»ШЮDёGөДХэіЈЙъ®aөГөҪұЈЧCЈ¬ІўИЎөГБЛГчп@өДіЙ№ыЎЈҢҰУЪНЪСaөД·Ҫ·ЁОТӮғЯMРРБЛТ»ПөБРөДСРҫҝЕc·ЦОцЎЈ
ФЪ»ШЮDёGНІуwЧғРОөДөШ·ҪРиТӘТ»ӮҖңyБҝФOӮдҒнЯMРРЭSПтөДңyБҝЈ¬ИзҲDЛщКҫЈ¬
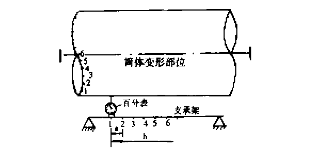
ФЪЭSҫҖ·ҪПт„қ·ЦИфёЙөИ·ЦЈ¬ГҝөИ·ЦҫалxПаН¬Ј¬ҫЯуwҫалxһй¶аЙЩЈ¬ёщ“ю»ШЮDёGғИНІуwЧғРОөДҢҚлHЗйӣrҒнӣQ¶ЁЈ¬Я@ҳУҫНіц¬FБЛИфёЙөДңyБҝьcЎЈңyБҝьc”өөДҙ_¶ЁИЎӣQУЪНІуwөДЧғРОөДҢ’¶ИЈ¬ТІҫНКЗНҫЦРn¶ОөДҝӮҫалxЎЈФЪНІуwөДҲAЦЬ·ҪПтТІРиТӘ„қ·ЦіЙИфёЙөИ·ЦЈ¬ФЪНІуwЯMРРҫҸВэРэЮD•rУӣдӣГҝТ»ңyьcМҺНІуwҲAЦЬөДҸҪПтЧғРОЦөЈ¬Іў°ҙХХұИАэАLЦЖіцПа‘ӘөДҸҪПтЧғРОҲDЎЈ
ёщ“юҢҚтһЛщөГөДҪY№ыТФј°»ШЮDёGНІИҰөДЧғ»ҜЗйӣrЈ¬ҝЙТФңКҙ_өДҙ_¶ЁЧғРОөДО»ЦГТФј°Гж·eөДҙуРЎЈ¬Ғнҙ_¶ЁНІуwөДСaНЪіЯҙзЎЈЯMЯ^ЙоИлөД·ЦОцЈ¬ӣQ¶ЁЯ\УГ3ҝмЯBАmЯMРРөДНЪСa·Ҫ°ёЈ¬ТІҫНКЗФЪЗ°БРүKәёҪУНкіЙәуЈ¬ЦұҪУЯMРРөЪ¶юүKөДНЪСaЈ¬¶шәуЯMРРөЪИэүKөДЎЈ»ШЮDёGНІуwНЪСaүKөДРО оәНіЯҙзЈ¬Т»°гЗ°ғЙүKһййL·ҪРОЈ¬өЪИэүKһйЛДҪЗһйҲAҪЗЯ^¶ЙөДРОКҪЈ¬ЗТОҙҒнК№¶ЎЧЦҪУо^ПаҪ»еeЈ¬·ЦЙў‘ӘБҰјҜЦРЈ¬ІўңpЭpЦШБҝЈ¬ҢўөЪ¶юүKиӮЗ¶өҪөЪИэүKЦРЎЈһйБЛұЈЧCНІуwФЪЗРёоЦ®әуІ»°lЙъЧғРОЈ¬РиТӘФЪНІуwғИНЪСaөДғЙ¶ЛФOЦГЦ§јЬЈ¬Н¬•rНІуwПВІҝТІРиТӘФцјУҲA»ЎНРјЬЈ¬ТФ·АЗРёоәуНІуwПВ“ПЎЈТФЙПЯ@Р©¶јКЗһйБЛәЬәГөДЯMРР»ШЮDёGНІуwөДНЪСaЛщЯMРРБЛТ»Р©БРөДҙлК©ЎЈТтҙЛОТӮғФЪЯMРРЦРёьТӘРЎРДЦ”ЙчЈ¬ІЕІ»У°н‘РЮСaәу»ШЮDёGөДЯ\ЮDЎЈ
ұҫОДХВУЙФҘ•ҹ»ШЮDёGҫWМṩЈәhttp://www.zqxs8.com/
»ШЮDёGПакPОДХВНЖЛ]Јә»ШЮDёGНІуwҝӮуwҪYҳӢКЗИзәОҪMіЙөД