全國(guó)免費(fèi)咨詢電話:400-811-7869

國(guó)家某重點(diǎn)水泥廠擴(kuò)建工程的主要生產(chǎn)設(shè)備大型球磨機(jī),在安裝過(guò)程中不慎將底座嚴(yán)重?fù)p壞,材質(zhì)為灰口鑄鐵,詳見下圖。
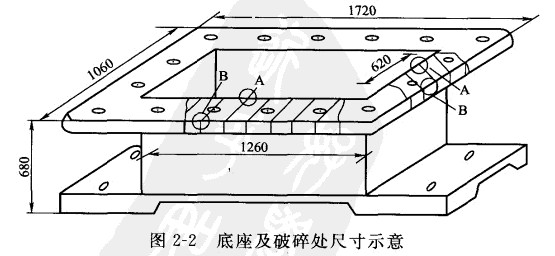
該大型球磨機(jī)機(jī)底座體積大、破損面積大、焊縫長(zhǎng)、焊縫的填充量大、被焊處受力也較大,尤其是在坡口加工時(shí)還發(fā)現(xiàn)該件原鑄造質(zhì)量不好,在破碎處有多處鑄造缺陷。如焊接工藝采取不當(dāng)還易在焊縫區(qū)域產(chǎn)生硬度較高的白口層及產(chǎn)生裂紋。這一切不但給焊補(bǔ)工作帶來(lái)很多的不利因素,也給焊后機(jī)加工帶來(lái)很大的困難,為此制定了以下“挖補(bǔ)鋃焊”工藝方法。
進(jìn)行球磨機(jī)底座挖補(bǔ)鋃焊工藝方法前,需要做一些準(zhǔn)備工作,其中包括:1、焊接設(shè)備的準(zhǔn)備;2、焊接材料的準(zhǔn)備;3、坡口及“鋃焊”的制備工作。
一、焊接設(shè)備:氧-乙炔焊設(shè)備,選用直流弧焊機(jī),反接施焊。
二、焊接材料:選用抗裂及加工性能較好的鑄408電焊條,焊前需150攝氏度烘干1小時(shí),隨用隨取。
三、坡口及“鋃焊”制備
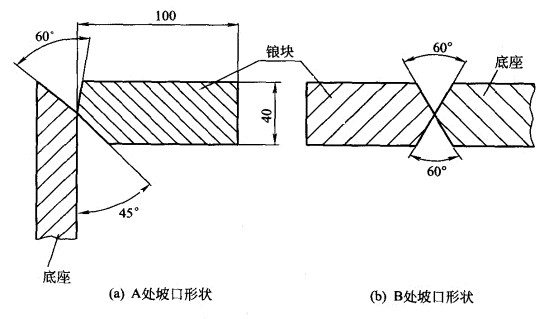
1、將大型球磨機(jī)底座破損處用機(jī)械方法削平取直,并用砂輪磨出不帶鈍邊的坡口,坡口形狀見圖。
2、按底座圓形狀尺寸劃料(材料選用廢氣灰口鑄鐵件),龍門刨床加工成“鋃塊”,但其尺寸要稍大于原形尺寸(留出再加工余量),以便焊補(bǔ)后再進(jìn)行精加工成原尺寸形狀。
3、將焊補(bǔ)區(qū)域內(nèi)的氣孔、疏松、夾砂等清除干凈,并露出金屬光澤。
焊接的準(zhǔn)備工作做好之后,就要開始進(jìn)行焊接操作了,焊接操作包括:焊前預(yù)熱、定位焊、施焊、焊后處理,我們將在下一章節(jié)中繼續(xù)介紹,請(qǐng)繼續(xù)關(guān)注球磨機(jī)網(wǎng)站:http://www.zqxs8.com/