
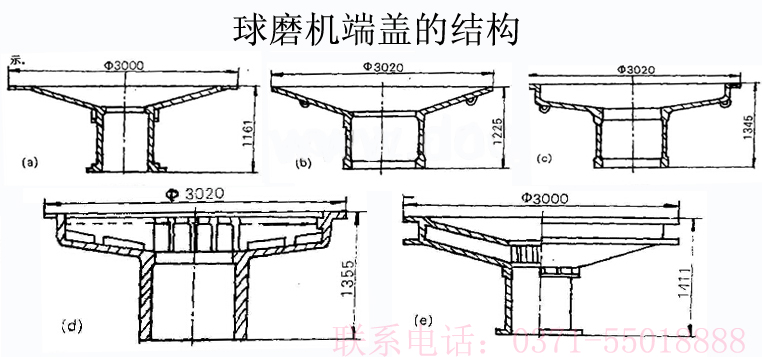
我們都知道,依據端蓋在球磨機安裝部位的不同,存在著進料和出料端蓋的區別,其結構形式具體如下:
根據端蓋的結構特性,按順序凝固來對其鑄造工藝進行考量,澆注系統的實施方案有三種:
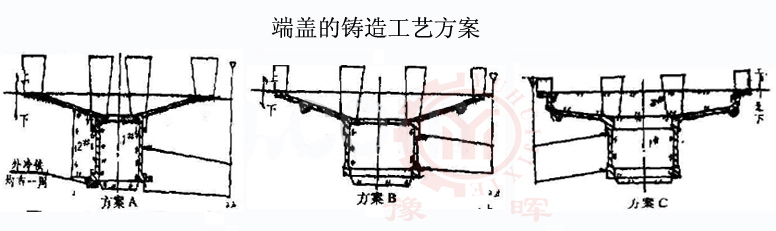
方案A較底層為底返澆口,其優勢在于在球磨機的澆注操作中鋼水可以平穩的進入型腔,對砂型的沖刷力度較小,只有在鋼水到達一定高度時,鋼水才能由二層澆口切入,令鋼水在型腔內起旋上升。再往上鋼水就會由分型面的澆口進入。如果鋼過早由分型面澆口進到型腔,會令澆口附近型腔內的型砂烘烤過長,導致裂紋的產生,從而造成起皮夾砂,影響鑄件的品質。嚴重時會造成鑄件報廢。
方案B中變底返澆口為切線澆口,此種情況下雖然會因鋼水的旋轉而提升鋼水對砂型的沖刷,但是對于型腔內散砂及渣子的上浮卻是很有幫助的,且使整個軸頸部分鋼水的溫度分布均勻,有利于鑄件的順序凝固。唯一的不足和方案A一樣都會令球磨機端蓋的運行出現起皮夾砂。
方案C不但利用了方案B的優勢,同時還避免了其劣勢。在鋼水上升到塔面上后,由于鋼水繼續從下面澆入,不但保證了球磨機端蓋中間冒口為高溫鋼水,有利于縮補,而且塔面鋼水也會比較平穩,避免了局部型砂過度烘烤的產生,對起皮夾砂的防止非常有利。通過實踐分析可知,方案C還是非常可行的,在當下已經被普遍應用到球磨機運轉中。
文章由http://www.zqxs8.com/整理提供