
電生坯的煅燒是在門設計的回轉窯加熱爐內進行的,生坯周圍及頂部用填充料保護,按照特定規范將生坯加熱至900-1100℃,煅燒加熱周期一般為160-400h。下面以中溫瀝青為粘結劑的生坯焙燒為例,分析生坯內煤瀝青的炭化過程,大致可分為3個部分:
1、從煤瀝青的軟化直至揮發分快速排出階段,回轉窯產品煅燒溫度上升至200℃左右時,生坯體積略有膨脹,但揮發分量不多。繼續升溫,加速煤瀝青分解,在300-500℃時的揮發分排出量較多,為了控制其排出速度,此階段必須放慢升溫速度。
2、煤瀝青分解及揮發逐漸變慢,逐漸以縮聚反應為主,高溫情況下煤瀝青熱解與縮聚反應生成瀝青焦,此變化大致從500℃開始一直持續到700℃左右,此時可以加快回轉窯的升溫,但是也不能過快,因為少量的揮發分還在持續的排出,同時焙燒品的機械強度及熱導率都較低,過快的升溫會令焙燒品開裂。
3、高溫炭化過程,為了完全排出殘余揮發分并提升回轉窯焙燒品的綜合特性,還需要將電生坯加熱到900℃左右,炭電或炭塊的焙燒溫度應達到1100℃左右。在高溫炭化過程中升溫速度可以加快,當溫度升至特定的較高溫度時需保溫20h左右,令回轉窯內的各處溫度都接近較高值。
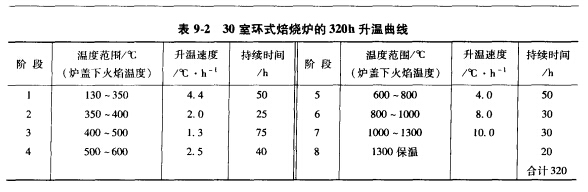
事實上煅燒升溫曲線還需參考煤瀝青的炭化特點進行制定,同時考慮回轉窯結構、產品規格、產量等因素,生產時應該選擇加熱時間較長的升溫曲線。高軟化點煤瀝青初分解、排出揮發分的熱失重曲線和中溫瀝青還是有區別的,因此以高軟化溫度煤瀝青為粘結劑生坯煅燒,焙燒升溫曲線需與以中溫瀝青為粘結劑區別開。升溫過快不但會增加回轉窯焙燒時裂紋廢品的量,同時還會降低煤瀝青的結焦值。因此中國多數炭素廠采用的是環式焙燒回轉窯爐,其升溫曲線如圖9-2。
文章由http://www.zqxs8.com/整理提供